- Deutsch
-
EnglishDeutschItaliaFrançais한국의русскийSvenskaNederlandespañolPortuguêspolski繁体中文SuomiGaeilgeSlovenskáSlovenijaČeštinaMelayuMagyarországHrvatskaDanskromânescIndonesiaΕλλάδαБългарски езикGalegolietuviųMaoriRepublika e ShqipërisëالعربيةአማርኛAzərbaycanEesti VabariikEuskeraБеларусьLëtzebuergeschAyitiAfrikaansBosnaíslenskaCambodiaမြန်မာМонголулсМакедонскиmalaɡasʲພາສາລາວKurdîსაქართველოIsiXhosaفارسیisiZuluPilipinoසිංහලTürk diliTiếng ViệtहिंदीТоҷикӣاردوภาษาไทยO'zbekKongeriketবাংলা ভাষারChicheŵaSamoa日本語SesothoCрпскиKiswahiliУкраїнаनेपालीעִבְרִיתپښتوКыргыз тилиҚазақшаCatalàCorsaLatviešuHausaગુજરાતીಕನ್ನಡkannaḍaमराठी
Maschinenvision und visuelle Sensoren: Arbeitsprinzipien und Anwendungen
Katalog
Was ist Maschinenvision?
Maschinenvision ist eine Technologie, die es Maschinen ermöglicht, Bilder von realen Objekten aufzunehmen, zu verarbeiten und zu analysieren. Sie kombiniert Kameras, Sensoren, optische Linsen, Beleuchtungssysteme und Bildverarbeitungssoftware, um visuelle Informationen zu sammeln und in nützliche Daten für automatisierte Entscheidungen umzuwandeln.
In praktischen Anwendungen führt die Maschinenvision viele der visuellen Inspektions- und Messaufgaben aus, die andernfalls die menschliche Beobachtung erforderten. Anstelle sich auf eine Person zu verlassen, die ein Produkt betrachtet und dessen Zustand beurteilt, zeichnet das System ein klares Bild des Objekts auf, wandelt dieses Bild in digitale Informationen um und untersucht spezifische visuelle Details. Diese Details können Form, Größe, Position, Farbe, Helligkeit, Kanten, Muster und Oberflächenbedingungen umfassen. Durch die Analyse dieser Merkmale kann das System feststellen, ob das Objekt den vordefinierten Anforderungen entspricht.
So funktioniert ein Maschinenvisionssystem
Ein Maschinenvisionsprozess folgt einer logischen Abfolge von Schritten. Zunächst betritt das Objekt den Inspektionsbereich und wird mit einer kontrollierten Lichtquelle beleuchtet. Eine angemessene Beleuchtung hilft, wichtige visuelle Merkmale hervorzubringen und Schatten, Reflexionen oder andere Bedingungen zu reduzieren, die die Bildqualität beeinträchtigen könnten.
Als Nächstes nimmt eine Kamera ein Bild des Objekts aus einem bestimmten Winkel und Abstand auf. Das aufgenommene Bild wird dann in digitale Pixel-Daten umgewandelt, wobei jedes Pixel Informationen über Helligkeit, Farbe oder Intensität enthält. Dieses digitale Bild wird an ein Bildverarbeitungssystem zur Analyse weitergegeben.
Die Software untersucht das Bild im Detail, indem sie Kanten identifiziert, Formen vergleicht, Dimensionen misst, Farbvariationen erkennt und Oberflächenmerkmale bewertet. Sie verarbeitet Pixelmuster und Intensitätswerte, um die wichtigsten Informationen zu isolieren. Die extrahierten Daten werden dann mit vordefinierten Standards, Toleranzen oder Inspektionsregeln verglichen, um festzustellen, ob das Objekt die erforderlichen Kriterien erfüllt.
Anwendungen und Vorteile der Maschinenvision
Nach Abschluss der Analyse generiert das System Ergebnisse, die zur Unterstützung einer Vielzahl industrieller Vorgänge verwendet werden können. Maschinenvision kann präzise Messungen durchführen, Oberflächenfehler identifizieren, die Produktqualität überprüfen, Artikel basierend auf spezifischen Merkmalen sortieren, die genaue Position von Objekten bestimmen und Leitlinien für robotergestützte Systeme während Handhabungs- oder Montagetätigkeiten bereitstellen.
Da die Maschinenvision große Mengen von Objekten schnell und zuverlässig inspizieren kann, trägt sie zur Verbesserung von Genauigkeit, Effizienz und Produktionszuverlässigkeit bei. Ihre Fähigkeit, detaillierte Inspektionen in Echtzeit durchzuführen, hat sie zu einer Schlüsseltechnologie in der Fertigung, industriellen Automatisierung, Robotik, Verpackung, Elektronikproduktion und Qualitätssicherungssystemen gemacht.
Zusammensetzung von Maschinenvisionssystemen
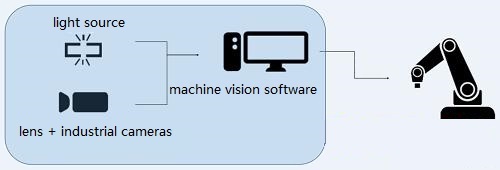
Ein Maschinenvisionssystem besteht aus mehreren Hardware- und Softwarekomponenten, die zusammenarbeiten, um Objekte automatisch zu inspizieren, zu messen, zu identifizieren und zu verfolgen. Jede Komponente erfüllt eine spezifische Aufgabe im Inspektionsprozess. Vom Moment des Betretens eines Objekts in den Inspektionsbereich bis zum Moment der Entscheidungsfindung fließt die Information durch eine Reihe von verbundenen Schritten. Diese Schritte umfassen die Objekterkennung, die Bilderfassung, die Bildübertragung, die Bildverarbeitung, die Ergebnisgenerierung und die Steuerung der Ausstattung.
Für eine genaue und zuverlässige Inspektion müssen alle Komponenten koordiniert arbeiten. Eine Verzögerung bei der Bilderfassung, schlechte Beleuchtung oder ungenaue Positionierung können die Qualität des endgültigen Ergebnisses beeinträchtigen. Daher hängt die Leistung des gesamten Systems davon ab, wie gut diese Komponenten zusammenarbeiten.
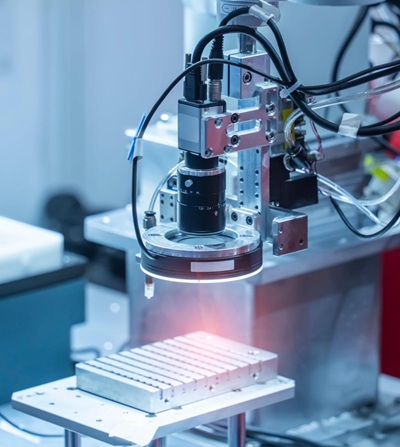
Kamera und Objektiv
Die Kamera und das Objektiv bilden den Bereich der Bilderfassung im Maschinenvisionssystem. Ihre Aufgabe ist es, ein klares und detailliertes Bild des inspizierten Objekts aufzunehmen.
Der Prozess beginnt, wenn das Licht, das von der Oberfläche des Objekts reflektiert wird, in das Objektiv eintritt. Das Objektiv sammelt dieses Licht und fokussiert es auf den Kamerasensor. Die Qualität dieses Fokus beeinflusst direkt die Bildschärfe. Wenn das Bild unscharf ist, können kleine Mängel, Kanten, Markierungen oder dimensionale Details schwer zu erkennen sein.
Nachdem das Licht den Sensor erreicht hat, wandelt die Kamera das optische Bild in digitale Bilddaten um. Diese Daten bestehen aus Tausenden oder sogar Millionen von Pixeln, die die visuellen Merkmale des Objekts darstellen. Das Bild wird dann zur Verarbeitung durch das Visionssystem vorbereitet.
Verschiedene Inspektionsaufgaben erfordern unterschiedliche Kamerakonfigurationen. Eine Einzelkamerakonfiguration kann ausreichend sein, wenn nur eine Sicht auf ein Objekt benötigt wird. Produkte mit komplexen Formen erfordern jedoch häufig mehrere Kameras, die aus verschiedenen Winkeln positioniert sind. Dies ermöglicht es dem System, mehrere Oberflächen gleichzeitig zu inspizieren, blinde Flecken zu eliminieren und vollständigere Informationen zu erfassen.
Maschinenvisionskameras sind in mehreren Typen erhältlich, darunter Monochromkameras, Farbkameras, Zeilenbildkameras, Flächenkameras, Progressivkameras und Hochauflösungskameras. Die Auswahl hängt von Faktoren wie Objektgröße, Produktionsgeschwindigkeit, erforderlichem Bilddetail, Sichtfeld und Messgenauigkeit ab.
Lichtquelle
Die Lichtquelle ist eines der kritischsten Komponenten in einem Maschinenvisionssystem, da die Bildqualität stark von einer ordnungsgemäßen Beleuchtung abhängt.
Bevor ein Bild aufgenommen wird, muss das Objekt auf kontrollierte und konsistente Weise beleuchtet werden. Das Ziel ist nicht nur, das Objekt sichtbar zu machen. Die Beleuchtung muss die Merkmale deutlich offenbaren, die inspiziert werden müssen. Diese Merkmale können Kanten, Kratzer, Risse, Oberflächentexturen, gedruckte Zeichen, Etiketten, Farbunterschiede oder dimensionale Grenzen umfassen.
Eine richtige Beleuchtung erhöht den Bildkontrast und lässt wichtige Details vom Hintergrund abheben. Beispielsweise kann ein kleiner Kratzer auf einer Metalloberfläche unter normalen Lichtverhältnissen schwer zu erkennen sein, wird jedoch bei Beleuchtung aus einem bestimmten Winkel gut sichtbar.
Zu den gängigen Beleuchtungstechnologien gehören LED-Beleuchtung, fluoreszierende Beleuchtung, Lichtleitungsbeleuchtung und Halogenbeleuchtung. Unter diesen Optionen ist die LED-Beleuchtung weit verbreitet, da sie eine stabile Helligkeit, eine lange Lebensdauer und geringe Wartungsanforderungen bietet.
Die Beleuchtungsmethode wird basierend auf mehreren Faktoren ausgewählt, einschließlich des Materials, der Farbe, der Oberflächentextur, der Reflektivität, der Form und des Inspektionswinkels des Objekts. Gut gestaltete Beleuchtung hilft, Schatten, Blendungen und Reflexionen zu reduzieren, was zu einer höheren Erkennungsgenauigkeit und konsistenteren Messergebnissen führt.
Sensoren
Sensoren sind dafür verantwortlich, die Anwesenheit, Position oder Bewegung eines Objekts zu erkennen, bevor die Bilderfassung beginnt.
In einer typischen Produktionslinie bewegen sich Produkte kontinuierlich auf einem Förderband oder einem automatisierten Handhabungssystem. Die Kamera muss das Bild im richtigen Moment aufnehmen. Wenn das Bild zu früh oder zu spät aufgenommen wird, können wichtige Inspektionsbereiche übersehen werden.
Um dieses Problem zu verhindern, überwacht ein Sensor die Bewegung des Objekts und bestimmt, wann es die Inspektionsposition erreicht. Sobald das Objekt am vorgesehenen Standort ankommt, sendet der Sensor ein Auslösesignal an die Kamera.
Zu den häufigen Sensortypen gehören faseroptische Sensoren, Näherungssensoren, photoelektrische Sensoren und photoelektrische Schalter. Diese Geräte liefern präzise Zeitinformationen und helfen, die Bildaufnahme mit der Bewegung von Objekten zu synchronisieren.
Eine genaue Auslösung verringert bewegungsbedingte Fehler, verbessert die Bildkonsistenz und stellt sicher, dass jedes Objekt unter denselben Bedingungen inspiziert wird.
Bildaufnahmekarte
Nachdem die Kamera ein Bild aufgenommen hat, müssen die Bilddaten an das Verarbeitungssystem übertragen werden. Diese Aufgabe wird von der Bildaufnahmekarte durchgeführt.
Die Aufnahmekarte empfängt Bildsignale von der Kamera und wandelt sie in ein Format um, das der Computer und die Bildverarbeitungssoftware effizient verarbeiten können. Während Hochgeschwindigkeitsinspektionen müssen große Mengen an Bilddaten schnell und zuverlässig übertragen werden. Die Aufnahmekarte hilft, eine stabile Datenübertragung aufrechtzuerhalten und Bildverluste zu verhindern.
Neben der Übertragung von Bilddaten kann die Aufnahmekarte mehrere Kamerafunktionen verwalten. Diese Funktionen können Kameraauslösung, Belichtungssteuerung, Anpassung der Integrationszeit, Synchronisation und Verschlusssteuerung umfassen.
Verschiedene Aufnahmekarten unterstützen unterschiedliche Kommunikationsstandards und Hardware-Schnittstellen. Übliche industrielle Schnittstellen sind PCI, Compact PCI, PC104 und andere industrielle Kommunikationsplattformen. Die ausgewählte Schnittstelle muss sowohl zur Kamera als auch zum Verarbeitungssystem passen, um einen reibungslosen Betrieb zu gewährleisten.
PC-Plattform
Der Computer dient als zentrale Steuereinheit des Maschinenvisionssystems. Er empfangen Bilddaten, führt Inspektionsalgorithmen aus, speichert Informationen und kommuniziert die Ergebnisse an andere Geräte.
Sobald das Bild von der Kamera ankommt, verarbeitet der Computer die Daten Schritt für Schritt. Er kann Abmessungen messen, spezifische Merkmale lokalisieren, Muster vergleichen, Fehler erkennen, Barcodes decodieren oder die Produktqualität überprüfen. Diese Vorgänge müssen oft innerhalb von Bruchteilen einer Sekunde abgeschlossen werden, um mit den Geschwindigkeiten der Produktionslinien Schritt zu halten.
Anwendungen, die eine schnelle Inspektion und große Bildmengen erfordern, verwenden typischerweise Hochleistungsprozessoren, eine große Speicherkapazität und fortschrittliche Computerhardware, um die verarbeitungszeit zu reduzieren.
In industriellen Umgebungen werden häufig Industrie-PCs verwendet, da sie darauf ausgelegt sind, unter schwierigen Bedingungen zuverlässig zu arbeiten. Sie können Staub, Vibration, Temperaturschwankungen, Feuchtigkeit und elektrische Störungen standhalten, was sie für den kontinuierlichen Betrieb in Fabriken geeignet macht.
Bildverarbeitungssoftware
Die Bildverarbeitungssoftware ist die Komponente, die rohe Bilddaten in sinnvolle Inspektionsergebnisse umwandelt.
Nach dem Empfang eines Bildes analysiert die Software es mit speziellen Algorithmen. Die Analyse folgt oft einer Abfolge von Operationen. Zunächst verbessert die Software das Bild und entfernt unnötigen Rauschen. Als Nächstes identifiziert sie wichtige Merkmale wie Kanten, Formen, Muster, Zeichen oder Farbregionen. Anschließend führt sie Messungen, Vergleiche oder Klassifizierungsaufgaben gemäß vordefinierten Inspektionsregeln durch.
Die Software kann eine Vielzahl von Funktionen ausführen, einschließlich dimensionaler Messung, Objektpositionierung, Barcode-Lesung, optischer Zeichenerkennung (OCR), Fehlererkennung, Musterabgleich und Produktidentifikation.
Sobald die Analyse abgeschlossen ist, generiert die Software Inspektionsergebnisse. Diese Ergebnisse können Pass/Fail-Entscheidungen, Abmessungswerte, Objektkoordinaten, Identifizierungscodes, Fehlerorte oder Maschinensteuerbefehle umfassen.
Einige Softwareplattformen sind für hochspezialisierte Inspektionsaufgaben konzipiert, während andere flexible Werkzeuge bereitstellen, die an verschiedene Fertigungs- und Qualitätskontrollanwendungen angepasst werden können.
Steuereinheit einschließlich I/O, Bewegungssteuerung und Pegelwandlung
Die Steuereinheit verbindet das Maschinenvisionssystem mit externen Geräten und ermöglicht es, die Inspektionsergebnisse in physische Aktionen umzuwandeln.
Nach Abschluss der Bildanalyse sendet die Software die Inspektionsdaten an die Steuereinheit. Die Steuereinheit kommuniziert dann mit Geräten wie SPS, Robotern, Förderbändern, Aktuatoren, Bewegungssteuerungen und I/O-Modulen.
In einfachen Inspektionssystemen kann die Steuereinheit nur ein grundlegendes Pass- oder Fail-Signal senden. Wenn beispielsweise ein defektes Produkt erkannt wird, kann ein Ausgangssignal einen Ausschlussmechanismus aktivieren, der den Artikel von der Produktionslinie entfernt.
Fortgeschrittene Systeme erfordern zusätzliche Steuerungsfunktionen. In roboterbasierten Anwendungen kann das Vision-System die genaue Position und Orientierung eines Objekts berechnen und diese Koordinaten an einen Robotercontroller senden. Der Roboter kann dann seinen Bewegungsweg anpassen und präzise Greif- und Platzierungs-, Montage- oder Handhabungsoperationen durchführen.
Die Steuereinheit kann auch die Signalpegelumwandlung durchführen, um sicherzustellen, dass die Kommunikationssignale des Sichtsystems mit dem angeschlossenen Equipment kompatibel sind. Durch die Koordination des Datenaustauschs und der Maschinenaktionen ermöglicht die Steuereinheit automatische Reaktionen wie Produktabweisungen, robotergestützte Anleitung, Positionskorrekturen, Prozesssynchronisation und Produktionslinienkontrolle.
Charakteristika der Maschinenvision
Die Maschinenvision bietet mehrere Vorteile gegenüber der manuellen Inspektion, insbesondere in Fertigungsumgebungen, in denen Produkte schnell, genau und konsistent überprüft werden müssen. Bei der manuellen Inspektion müssen die Bediener kontinuierlich Teile beobachten, sie mit den Qualitätsanforderungen vergleichen und Entscheidungen basierend auf dem, was sie sehen, treffen. Mit steigenden Produktionszahlen wird es schwieriger, das gleiche Maß an Aufmerksamkeit und Konsistenz aufrechtzuerhalten.
Die Maschinenvision begegnet diesen Herausforderungen durch die Verwendung digitaler Bildverarbeitung, automatisierter Analysen und vordefinierter Inspektionsregeln. Sobald das System konfiguriert ist, durchläuft jedes Produkt denselben Inspektionsprozess und wird anhand derselben Standards bewertet. Dies führt zu höherer Genauigkeit, besserer Konsistenz, schnelleren Inspektionsgeschwindigkeiten, objektiveren Ergebnissen und geringeren langfristigen Betriebskosten.
Präzision
Eine der wichtigsten Stärken der Maschinenvision ist ihre Fähigkeit, hochpräzise Messungen und Inspektionen durchzuführen.
Viele industrielle Produkte enthalten Merkmale, die extrem klein und mit bloßem Auge schwer genau zu bewerten sind. Beispiele hierfür sind feine elektronische Schaltungen, Mikrokriterien, winzige Löcher, enge Spalten, gedruckte Markierungen, Lötstellen und Oberflächenunregelmäßigkeiten. Selbst wenn Vergrößerungswerkzeuge verwendet werden, hängt die manuelle Inspektion oft von individuellem visuellem Urteil ab, was Messvariationen einführen kann.
Maschinenvisionssysteme analysieren Bilder auf Pixelebene. Nachdem ein Bild erfasst wurde, identifiziert die Software spezifische Kanten, Ecken, Muster oder Referenzpunkte und berechnet die Abmessungen basierend auf kalibrierten Messungen. Dies ermöglicht es dem System, Distanzen, Durchmesser, Winkel, Positionen und Oberflächenmerkmale mit einem hohen Maß an Genauigkeit zu messen.
In Anwendungen wie der Elektronikfertigung, der Halbleiterproduktion, der Montage medizinischer Geräte und der Präzisionsbearbeitung kann die Maschinenvision kleine Defekte und dimensionale Abweichungen erkennen, die möglicherweise schwer allein durch manuelle Inspektion zu identifizieren sind. Dieses Maß an Präzision hilft, die Produktqualität zu verbessern und das Risiko zu reduzieren, dass fehlerhafte Produkte späteren Produktionsstufen erreichen.
Wiederholbarkeit
Maschinenvision liefert hochgradig konsistente Inspektionsergebnisse, da sie jedes Mal dem gleichen Inspektionsverfahren folgt.
Bei der manuellen Inspektion kann es sein, dass verschiedene Bediener dasselbe Produkt unterschiedlich bewerten. Selbst derselbe Bediener kann zu verschiedenen Zeiten zu unterschiedlichen Ergebnissen kommen, bedingt durch Veränderungen in der Konzentration, Arbeitslast oder Sichtbedingungen. Diese Variationen können die Konsistenz der Gesamtkontrolle der Qualität beeinflussen.
Maschinenvision beseitigt einen Großteil dieser Variabilität, indem vordefinierte Inspektionsregeln und Messparameter auf jedes Produkt angewendet werden. Jedes Bild wird mit derselben Folge von Operationen verarbeitet, und jedes Ergebnis wird mit denselben Akzeptanzkriterien verglichen.
Zum Beispiel, wenn ein Produkt einen Lochdurchmesser innerhalb eines bestimmten Toleranzbereichs erfordert, misst das System dieses Merkmal mit derselben Methode für jeden Inspektionszyklus. Der Bewertungsprozess bleibt unverändert, egal ob das erste Produkt oder das zehntausendste Produkt inspiziert wird.
Dieses hohe Maß an Wiederholbarkeit hilft Herstellern, eine gleichmäßige Produktqualität, stabile Produktionsstandards und konsistente Inspektionsleistungen über große Produktionsmengen aufrechtzuerhalten.
Geschwindigkeit
Maschinenvisionssysteme können Produkte bedeutend schneller inspizieren als manuelle Inspektionsmethoden.
In einer Produktionsumgebung bewegen sich Produkte oft kontinuierlich auf Förderbändern, Indexiertischen oder automatisierten Montagesystemen. Die Inspektion muss innerhalb eines sehr kurzen Zeitraums abgeschlossen werden, ohne den Produktionsfluss zu unterbrechen. Bei steigenden Produktionsgeschwindigkeiten kann die manuelle Inspektion zum Engpass werden, insbesondere wenn große Mengen an Produkten innerhalb eines begrenzten Zeitrahmens überprüft werden müssen.
Maschinenvisionssysteme sind darauf ausgelegt, diese Bedingungen effizient zu bewältigen. Wenn ein Objekt die Inspektionsposition erreicht, wird ein Sensor aktiviert, die Kamera wird ausgelöst, das Bild wird erfasst und die Verarbeitungssoftware beginnt sofort mit der Analyse. Messungen, Fehlerprüfungen, Mustervergleiche und Entscheidungsprozesse können oft innerhalb von Millisekunden abgeschlossen werden.
Da die Bildaufnahme und -analyse so schnell erfolgen, kann die Maschinenvision hochgeschwindigkeitsbewegte Produkte in Echtzeit inspizieren, während die Inspektionsgenauigkeit aufrechterhalten wird. Dies ermöglicht es Herstellern, hohe Produktionsraten aufrechtzuerhalten, ohne die Qualitätskontrolle zu opfern.

Objektivität
Maschinenvision liefert Inspektionsergebnisse basierend auf messbaren Bilddaten anstelle persönlicher Interpretationen.
Während der manuellen Inspektion können unterschiedliche Personen denselben Defekt unterschiedlich bewerten. Faktoren wie Erfahrungsgrad, visuelle Wahrnehmung, Arbeitsdruck, Lichtverhältnisse und Müdigkeit können Entscheidungen beeinflussen. Infolgedessen können Grenzfälle manchmal von einem Inspektor akzeptiert und von einem anderen abgelehnt werden.
Maschinenvision folgt programmierten Inspektionskriterien. Das System analysiert Bildmerkmale, vergleicht gemessene Werte mit definierten Grenzen und generiert Ergebnisse gemäß den festgelegten Regeln. Jede Entscheidung basiert auf erfassten Bilddaten, numerischen Messungen und programmierten Schwellenwerten.
Da der Bewertungsprozess nicht von persönlichem Urteilsvermögen abhängt, bleiben die Inspektionsergebnisse über verschiedene Schichten, Produktionschargen und Betriebsbedingungen hinweg konsistenter. Diese Objektivität trägt zur Verbesserung der Qualitätssicherung, Prozesskontrolle und Produktverfolgbarkeit bei.
Kosten-Effizienz
Maschinenvision kann die Inspektionskosten langfristig erheblich senken und gleichzeitig die allgemeine Produktionseffizienz steigern.
Bei manuellen Inspektionsprozessen können mehrere Bediener erforderlich sein, um Produkte kontinuierlich über eine Produktionsschicht hinweg zu inspizieren. Zusätzliches Personal kann auch benötigt werden, um fragwürdige Produkte erneut zu überprüfen oder sich wiederholende Messungen durchzuführen. Mit zunehmendem Produktionsvolumen steigen typischerweise auch die Arbeitskosten und die Inspektionslasten.
Ein automatisiertes Maschinenvisionssystem kann diese Aufgaben kontinuierlich mit minimalen Unterbrechungen durchführen. Sobald es installiert und konfiguriert ist, kann das System große Mengen an Produkten inspizieren und dabei die gleichen Inspektionsstandards aufrechterhalten. Dies reduziert den Bedarf an wiederholter manueller Inspektion und ermöglicht es dem Personal, sich auf Aufgaben zu konzentrieren, die technisches Fachwissen oder Prozessverbesserungen erfordern.
Obwohl die Anfangsinvestitionskosten für Kameras, Beleuchtung, Software und Verarbeitungsausrüstung relativ hoch sein können, überwiegen oft die langfristigen Vorteile die anfänglichen Ausgaben. Diese Vorteile umfassen eine höhere Produktivität, niedrigere Arbeitskosten, reduzierte Inspektionsfehler, weniger fehlerhafte Produkte, weniger Materialabfälle und verbesserte Fertigungseffizienz.
Daher wird Maschinenvision oft nicht nur als Werkzeug zur Qualitätskontrolle, sondern auch als Technologie angesehen, die Kostensenkung, Prozessoptimierung und langfristige Betriebseffizienz unterstützt.
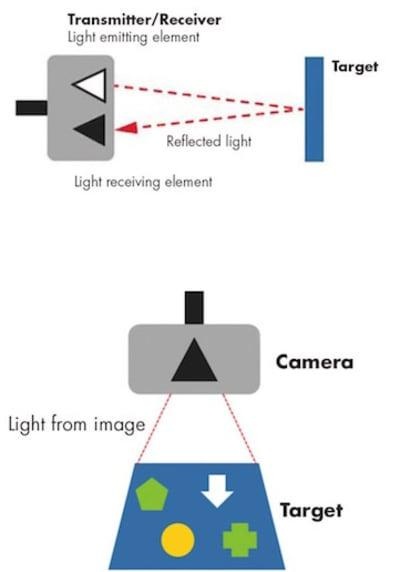
Funktionsprinzip von visuellen Sensoren
Wie visuelle Sensoren Informationen sammeln und analysieren
Ein visueller Sensor ist ein Gerät, das Bilder eines Objekts erfasst und diese Bilder in nützliche Inspektionsdaten umwandelt. Er dient als erste Stufe des Maschinenvisionsprozesses, da alle Messungen und Inspektionsergebnisse von der Qualität des erfassten Bildes abhängen.
In industriellen Anwendungen werden visuelle Sensoren verwendet, um Informationen über die Größe, Position, Form, Ausrichtung, Fläche, Kantenlage und den Schwerpunkt eines Objekts zu erhalten. Diese Informationen helfen zu bestimmen, ob ein Produkt die Qualitätsanforderungen erfüllt, ob es richtig für die Weiterverarbeitung positioniert ist oder ob es akzeptiert oder abgelehnt werden sollte.
Der Prozess beginnt, wenn ein Objekt in das Sichtfeld des Sensors eintritt. Licht von einer speziellen Beleuchtungsquelle oder aus der Umgebung reflektiert von der Oberfläche des Objekts und reist durch das optische System des Sensors. Die optischen Komponenten fokussieren dieses reflektierte Licht auf einen Bildsensor und erzeugen eine digitale Darstellung des Objekts.
Bildbildung und pixelbasierte Erkennung
Im Kern eines visuellen Sensors befindet sich ein Bildsensor, der aus Tausenden oder Millionen von einzelnen Pixeln besteht. Jedes Pixel sammelt Licht aus einem sehr kleinen Bereich des Objekts und zeichnet Informationen über die Lichtintensität und in einigen Fällen über die Farbe auf.
Wenn das Bild erfasst wird, speichert jedes Pixel einen numerischen Wert, der der Menge an Licht entspricht, die es empfängt. Helle Bereiche erzeugen höhere Pixelwerte, während dunklere Bereiche niedrigere Werte erzeugen. Gemeinsam bilden diese Pixelwerte ein vollständiges digitales Bild des Objekts.
Der Grad an Detail, der im Bild sichtbar ist, hängt hauptsächlich von der Auflösung des Sensors ab, die durch die Anzahl der verfügbaren Pixel bestimmt wird. Ein Sensor mit höherer Auflösung teilt das Bild in mehr Abtastpunkte auf, wodurch kleinere Merkmale erfasst und genauer gemessen werden können.
Zum Beispiel kann bei der Inspektion einer Leiterplatte ein Bild mit niedriger Auflösung nur die allgemeine Kontur der Bauelemente zeigen. Ein Bild mit hoher Auflösung kann viel feinere Details offenbaren, wie schmale Leiterbahnen, kleine Lötstellen, winzige Ausrichtungsmarken oder geringfügige Oberflächenfehler. Diese zusätzlichen Details verbessern die Messgenauigkeit und die Fähigkeit zur Fehlererkennung.
Bildverarbeitung und Merkmalsextraktion
Sobald das Bild erfasst wurde, beginnt der visuelle Sensor mit der Verarbeitung der Bilddaten. Der erste Schritt besteht oft darin, die Bildqualität zu verbessern, indem Rauschen reduziert, der Kontrast verbessert und das Objekt vom Hintergrund getrennt wird. Diese Operationen helfen sicherzustellen, dass wichtige Merkmale klarer identifiziert werden können.
Der Sensor analysiert dann spezifische Bildmerkmale. Er kann Kanten lokalisieren, geometrische Formen identifizieren, Dimensionen berechnen, die Objektorientierung bestimmen, Distanzen messen oder den Mittelpunkt eines Ziels finden. In dieser Phase wandelt das System rohe Pixelinformationen in aussagekräftige Messdaten um.
Die extrahierten Informationen werden mit gespeicherten Referenzbildern, vordefinierten Standards, Toleranzgrenzen oder Inspektionskriterien verglichen. Der Vergleichsprozess bestimmt, ob das Objekt den erwarteten Anforderungen entspricht.
Zum Beispiel kann das System überprüfen, ob ein Etikett korrekt positioniert ist, ob eine Komponente richtig ausgerichtet ist, ob der Durchmesser eines Lochs innerhalb der Toleranz liegt oder ob eine Oberfläche sichtbare Defekte aufweist. Der Bewertungsprozess folgt für jeden Inspektionszyklus denselben programmierten Regeln, um konsistente Ergebnisse zu gewährleisten.
Ausgabeergebnisse und Entscheidungsfindung
Nach Abschluss der Analyse erzeugt der visuelle Sensor Inspektionsresultate, die von Bedienern, Maschinen oder Steuerungssystemen verwendet werden können.
Je nach Anwendung kann die Ausgabe Objekterkennungsergebnisse, Positionskoordinaten, Maßdaten, Orientierungsinformationen, Fehlerstandorte, Identifikationsdaten oder Bestehen/Nichtbestehen-Entscheidungen umfassen. Diese Ergebnisse können auf einem Überwachungssystem angezeigt, für Qualitätsaufzeichnungen gespeichert oder direkt an die Produktionseinrichtungen übermittelt werden.
In automatisierten Fertigungssystemen wird die Ausgabe oft sofort verwendet. Zum Beispiel kann ein Roboter Positionskoordinaten für einen Greif- und Ablagebetrieb erhalten, ein Fördersystem kann ein fehlerhaftes Produkt ablehnen oder eine Produktionsmaschine kann ihre Betriebsparameter basierend auf den Messergebnissen anpassen.
Hauptkomponenten eines visuellen Sensors
Ein visueller Sensor integriert mehrere Technologien in ein kompaktes System, das in der Lage ist, Bilddaten zu erfassen, zu verarbeiten und zu übertragen. Um diese Funktionen genau und zuverlässig auszuführen, arbeiten mehrere Komponenten im gesamten Inspektionsprozess zusammen.
Optische Komponenten
Optische Komponenten leiten und konzentrieren das Licht vom Objekt auf den Bildsensor. Zu diesen Komponenten können Linsen, Filter, Spiegel und schützende optische Elemente gehören. Ihr Zweck ist es, ein scharfes und stabiles Bild zu erzeugen, das wichtige visuelle Details bewahrt.
Lasereinheiten
Viele visuelle Sensoren verwenden Laserstrahler, um präzise Lichtmuster oder Referenzlinien zu erzeugen. Diese Laserprojektionen erleichtern das Messen von Distanzen, das Erkennen von Objektprofilen und die Erstellung von dreidimensionalen Oberflächeninformationen.
Scanning-Motoren und Scanning-Mechanismen
In Anwendungen, die Flächenscanning oder Profilmessung erfordern, bewegen Scanning-Motoren und Scanning-Mechanismen optische Komponenten oder lenken den Scanning-Pfad über das Ziel. Diese kontrollierte Bewegung ermöglicht es dem Sensor, Bilddaten aus verschiedenen Positionen zu sammeln und eine vollständige Darstellung des Objekts zu erstellen.
Winkelsensoren
Winkelsensoren überwachen die Rotationsposition und Bewegung im Scanning-System. Sie tragen zur Erhaltung der Messgenauigkeit bei, indem sie sicherstellen, dass die Scanning-Komponenten während des Inspektionsprozesses im richtigen Winkel und in der richtigen Position arbeiten.
Lineare CCD-Sensoren
Viele visuelle Sensorsysteme verwenden lineare CCD (Charge-Coupled Device)-Sensoren, um Bildinformationen zeilenweise zu erfassen. Während sich entweder das Objekt oder das Scanning-System bewegt, werden nacheinander Bildlinien gesammelt und kombiniert, um ein vollständiges Bild zu erstellen. Dieser Ansatz wird häufig in Hochgeschwindigkeitsinspektions- und Oberflächenscanning-Anwendungen verwendet.
Sensorschnittstellen und elektronische Steuerkreise
Sensorschnittstellen und Steuerungselektronik regulieren den Betrieb von Bildsensoren, Lasern, Scanning-Geräten und Kommunikationsschnittstellen. Sie verwalten das Signal-Timing, koordinieren die Datenerfassung und gewährleisten eine stabile Systemleistung während des kontinuierlichen Betriebs.
Bedeutung von visuellen Sensoren in der Maschinenvision
Visuelle Sensoren sind ein grundlegender Bestandteil von Maschinenvisionssystemen, da sie die Bilddaten bereitstellen, die für alle nachfolgenden Analyse- und Entscheidungsfindungsprozesse erforderlich sind. Ohne präzise Bildakquisition sind zuverlässige Messungen und Inspektionen nicht möglich.
Durch die Kombination von optischer Technologie, elektronischen Schaltkreisen, Bildsensortechnologien, Scanning-Mechanismen und Verarbeitungsfunktionen können visuelle Sensoren detaillierte Informationen über Objekte schnell und konsistent erfassen. Diese Fähigkeit macht sie unverzichtbar für Anwendungen wie Qualitätsinspektion, robotergestützte Führung, dimensionale Messung, Objekterkennung, automatisierte Montage und industrielle Prozesskontrolle.
Implementierung von visuellen Sensoren
Visuelle Sensoren sind berührungslose Inspektionsgeräte, die Bildgebungshardware, optische Komponenten, elektronische Schaltungen und Bildverarbeitungstechnologie in einem einzigen System kombinieren. Im Gegensatz zu kontaktbasierten Messwerkzeugen müssen visuelle Sensoren das zu inspizierende Objekt nicht berühren. Informationen werden durch das Erfassen und Analysieren von Licht gesammelt, das von der Oberfläche des Objekts reflektiert wird.
Dieser berührungslose Ansatz ist insbesondere in automatisierten Produktionsumgebungen wertvoll. Produkte können weiter über ein Förderband bewegt, auf einer Vorrichtung gedreht oder von einem Roboter gehandhabt werden, während Messungen und Inspektionen stattfinden. Da kein physischer Kontakt erforderlich ist, besteht kein Risiko, empfindliche Oberflächen zu zerkratzen, weiche Materialien zu verformen oder den Produktionsprozess zu unterbrechen.
In robotergestützten Anwendungen liefern visuelle Sensoren die Informationen, die benötigt werden, um Objekte zu lokalisieren, Positionen zu überprüfen, Dimensionen zu messen, Merkmale zu identifizieren und automatisierte Bewegungen zu steuern. Um diese Aufgaben zu erfüllen, verlassen sich Robotersichtsysteme typischerweise auf drei wesentliche Messansätze: Helligkeitsbildverarbeitung, binäre Bildverarbeitung und abstandsbasierte Messung.
Helligkeitsbildverarbeitung: Verwendung der Lichtintensität zur Extraktion von Objektmerkmalen
Die Helligkeitsbildverarbeitung ist eine der am häufigsten verwendeten Methoden in Maschinenvisionssystemen. Der Prozess beginnt, wenn eine Kamera ein Bild des Zielobjekts unter kontrollierten Lichtbedingungen aufnimmt.
Jeder Bereich des Bildes enthält einen Helligkeitswert, der der Menge an reflektiertem Licht entspricht, das den Bildsensor erreicht. Glatte Oberflächen, gedruckte Markierungen, Kanten, Löcher, Kratzer und andere Merkmale reflektieren oft Licht unterschiedlich, was Variationen in der Helligkeit im gesamten Bild erzeugt.
Nach der Bildakquisition wandelt die Kamera das optische Bild in digitale Pixel-Daten um. Jedes Pixel speichert einen numerischen Helligkeitswert, der es dem System ermöglicht, das Bild mathematisch zu analysieren. Die Bildverarbeitungssoftware untersucht dann diese Werte, um wichtige visuelle Merkmale zu identifizieren.
Während der Analyse kann das System Kanten, Ecken, gerade Linien, Kurven, Muster, gedruckte Zeichen, Oberflächenfehler und Objektgrenzen lokalisieren. Zum Beispiel können beim Inspizieren eines mechanischen Bauteils Helligkeitsänderungen den Umriss eines Lochs, die Kante einer bearbeiteten Oberfläche oder die Position einer gravierten Markierung offenbaren.
Da ein Graustufenbild eine große Menge an Daten enthalten kann, kann die Verarbeitung jedes Helligkeitsniveaus erhebliche Rechenressourcen erfordern. In hochgeschwindigkeitsindustriellen Anwendungen werden häufig zusätzliche Verarbeitungstechniken eingesetzt, um die Rechenlast zu reduzieren und die Inspektionsgeschwindigkeit zu verbessern.
Binäre Bildverarbeitung: Vereinfachung von Bildern für schnellere Analysen
Binäre Bildverarbeitung wird häufig verwendet, wenn das Ziel darin besteht, ein Objekt schnell und effizient von seinem Hintergrund zu trennen.
Der Prozess beginnt mit der Umwandlung eines Graustufenbilds in ein binäres Bild, bei dem jedem Pixel einer von nur zwei möglichen Werten zugewiesen wird. Pixel werden basierend auf einem ausgewählten Helligkeitsschwellenwert als entweder schwarz oder weiß klassifiziert. Bereiche, die heller als der Schwellenwert sind, erhalten einen Wert, während dunklere Bereiche den anderen zugewiesen werden.
Diese Umwandlung vereinfacht das Bild dramatisch. Anstatt Hunderte von Helligkeitsstufen zu analysieren, muss das System nur zwischen zwei Regionen unterscheiden. Infolgedessen werden Berechnungen schneller und Objektmerkmale leichter identifizierbar.
Sobald das Objekt vom Hintergrund getrennt wurde, kann das System zusätzliche Messungen durchführen. Es kann die Fläche, Breite, Höhe, Umfang, Orientierung, zentrale Position oder geometrische Form des Objekts berechnen. Es kann auch Objekte zählen, deren Vorhandensein oder Abwesenheit überprüfen und fehlende Komponenten erkennen.
Zum Beispiel kann die binäre Bildverarbeitung an einem Montageband schnell feststellen, ob ein Teil an der richtigen Stelle vorhanden ist, bevor der nächste Fertigungsschritt beginnt. Aufgrund ihrer Geschwindigkeit und Einfachheit wird diese Methode häufig in Hochvolumeninspektionen und automatisierten Sortieranwendungen eingesetzt.
Abstandsbasierte Messung: Messung von Position und Form in drei Dimensionen
Einige Anwendungen erfordern mehr als ein zweidimensionales Bild. In diesen Situationen muss das System bestimmen, wie weit ein Objekt von dem Sensor entfernt ist und dessen dreidimensionale Form messen. Abstandsbasierte Messmethoden sind für diesen Zweck konzipiert.
Der Prozess umfasst das Sammeln von Informationen über die physische Entfernung zwischen dem Sensor und verschiedenen Punkten auf der Oberfläche des Objekts. Mit diesen Informationen kann das System Höhe, Tiefe, Kontur, Orientierung und räumliche Position berechnen.
Ein gängiger Ansatz ist die Triangulationsmessung. Bei dieser Methode wird ein Laserstrahl oder ein strukturiertes Lichtmuster auf die Oberfläche des Objekts projiziert. Das reflektierte Licht wird aus einem anderen Winkel von einer Kamera oder einem Sensor beobachtet. Durch die Analyse der geometrischen Beziehung zwischen der Lichtquelle, dem Objekt und der Kamera berechnet das System die Entfernung zu bestimmten Oberflächenpunkten.
Ein weiterer weit verbreiteter Ansatz ist die Stereo-Vision. Diese Technik verwendet zwei Kameras, die an verschiedenen Standorten positioniert sind, ähnlich wie die Tiefe aus zwei verschiedenen Betrachtungswinkeln geschätzt werden kann. Beide Kameras erfassen gleichzeitig Bilder des gleichen Objekts. Das System vergleicht entsprechende Bildmerkmale und berechnet die Tiefeninformation aus den Unterschieden zwischen den beiden Ansichten.
Entfernungsmessungen ermöglichen es visuellen Sensoren, dreidimensionale Daten zu erzeugen, was die Inspektion komplexer Formen, die Messung von Objektprofilen, die Schätzung von Volumina und die Bestimmung präziser Objektstandorte ermöglicht.
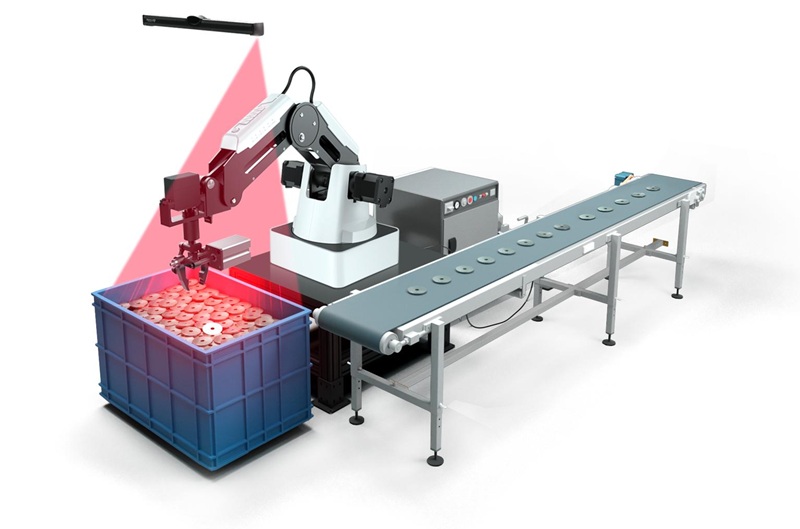
Diese Fähigkeiten sind insbesondere in Anwendungen wie dem Roboter-Picking, der automatisierten Montage, dem Palettieren, dem Bin-Picking, der dimensionalen Inspektion und der 3D-Qualitätskontrolle wichtig.
Unterstützung der Objekterkennung und der Roboterführung
Die drei Messansätze werden oft gemeinsam innerhalb eines einzigen Sichtsystems verwendet. Ein Helligkeitsbild kann verwendet werden, um Oberflächenmerkmale zu identifizieren, die binäre Verarbeitung kann das Objekt von seinem Hintergrund isolieren, und die Abstandsmessung kann dreidimensionale Positionsdaten liefern.
Durch die Kombination dieser Techniken können visuelle Sensoren eine Vielzahl von industriellen Aufgaben durchführen. Sie können Objekte erkennen, Abmessungen messen, Formen identifizieren, Bewegungen verfolgen, die Montagequalität überprüfen, die Objektorientierung bestimmen und Positionsinformationen für robotergestützte Systeme bereitstellen.
Infolgedessen sind visuelle Sensoren essentielle Komponenten in der modernen Automatisierung geworden. Ihre Fähigkeit, genaue visuelle Informationen ohne physischen Kontakt zu sammeln, ermöglicht schnellere Inspektionen, zuverlässigere Messungen, verbesserte Prozesskontrolle und präzise Roboterführung in einer Vielzahl von Fertigungs- und Industrieanwendungen.
Vergleich von photoelektrischen Sensoren und visuellen Sensoren
Verständnis des Unterschieds zwischen den beiden Technologien
Fotoelektrische Sensoren und visuelle Sensoren werden beide verwendet, um Objekte in automatisierten Systemen zu erkennen und zu überwachen, unterscheiden sich jedoch erheblich in der Menge an Informationen, die sie sammeln und verarbeiten können.
Ein fotoelektrischer Sensor ist in erster Linie dafür ausgelegt, festzustellen, ob ein Objekt an einem bestimmten Standort vorhanden oder abwesend ist. Seine Funktionsweise ist relativ einfach. Ein Lichtstrahl wird auf einen Zielbereich ausgestrahlt, und der Sensor überwacht, ob dieser Strahl reflektiert, unterbrochen oder empfangen wird. Basierend auf diesem Signal bestimmt das System, ob ein Objekt in die Erkennungszone eingetreten ist.
Diese Methode ist effektiv für grundlegende sensorische Aufgaben, wie das Zählen von Produkten auf einem Förderband, das Erfassen des Eintreffens eines Pakets, das Bestätigen der Anwesenheit eines Bauteils oder das Auslösen des nächsten Schrittes in einem Produktionsprozess. Die bereitgestellten Informationen sind jedoch im Allgemeinen auf ein einfaches Erkennungsergebnis beschränkt.
Visuelle Sensoren arbeiten auf einem viel höheren Inspektionsniveau. Anstatt sich auf ein einzelnes Lichtsignal zu verlassen, erfassen sie ein vollständiges Bild des Objekts und analysieren mehrere visuelle Merkmale gleichzeitig. Dadurch kann das System detaillierte Informationen über das Objekt sammeln, anstatt lediglich dessen Anwesenheit zu bestätigen.
Inspektionsfähigkeiten
Der größte Unterschied zwischen fotoelektrischen Sensoren und visuellen Sensoren ist die Menge an Informationen, die während der Inspektion extrahiert werden kann.
Ein fotoelektrischer Sensor kann in der Regel eine grundlegende Frage beantworten, wie ob ein Objekt vorhanden, abwesend oder innerhalb eines Erkennungsbereichs positioniert ist. Während dies für viele einfache Automatisierungsaufgaben ausreichend ist, liefert es keine Informationen über den Zustand oder die Eigenschaften des Objekts.
Ein visueller Sensor kann viel umfassendere Inspektionen durchführen. Nach der Erfassung eines Bildes kann das System Form, Größe, Position, Orientierung, Farbe, Oberflächenzustand, Markierungen, Muster, Abmessungen und Montageeigenschaften im selben Inspektionszyklus analysieren.
Betrachten Sie zum Beispiel ein Produkt, das sich entlang eines Förderbands bewegt. Ein fotoelektrischer Sensor könnte nur bestätigen, dass das Produkt an der Inspektionsstation angekommen ist. Ein visueller Sensor kann feststellen, ob das Produkt das richtige Modell ist, seine Abmessungen überprüfen, die Position von Etiketten überprüfen, die korrekte Montage bestätigen, Oberflächenfehler identifizieren und seine Position für den robotergestützten Umgang messen.
Da mehrere Inspektionen aus einem einzigen Bild durchgeführt werden können, bieten visuelle Sensoren erheblich mehr Inspektionskapazität innerhalb eines einzelnen Systems.
Reduzierung der Hardwareanforderungen
In traditionellen Automatisierungssystemen waren oft mehrere fotoelektrische Sensoren erforderlich, um eine Reihe von Inspektionsaufgaben durchzuführen.
Zum Beispiel könnte ein Sensor die Produktpräsenz erkennen, ein anderer könnte die Höhe überprüfen, ein dritter könnte die Ausrichtung bestätigen, und zusätzliche Sensoren könnten installiert werden, um die Position zu überprüfen oder Produkte zu zählen. Mit zunehmenden Inspektionsanforderungen nahm oft auch die Anzahl der Sensoren, Montageschellen, Kabel und Einstellpunkte zu.
Visuelle Sensoren können oft viele dieser einzelnen Geräte ersetzen. Ein einzelnes Kamerabild enthält eine große Menge an Informationen, die gleichzeitig analysiert werden können. Anstatt mehrere getrennte Erfassungsgeräte zu installieren, kann ein einzelner visueller Sensor mehrere Inspektionsfunktionen innerhalb eines integrierten Systems durchführen.
Diese Reduzierung der Hardware kann das Systemdesign vereinfachen, die Verkabelungskomplexität verringern, den Installationsraum minimieren und die Wartungsanforderungen senken.
Anpassungsfähigkeit an Positions- und Orientierungsänderungen
Einer der wichtigsten Vorteile visueller Sensoren ist ihre Fähigkeit, mit Variationen in der Objektposition und -orientierung umzugehen.
In vielen fotoelektrischen Anwendungssystemen müssen Objekte durch einen bestimmten Ort mit konsistenter Ausrichtung gelangen. Wenn sich die Position des Objekts über den Erfassungsbereich des Sensors hinaus verschiebt, können falsche Messwerte auftreten. Um dieses Problem zu vermeiden, verwenden Hersteller oft Führungsschienen, Vorrichtungen, Positionierungssysteme oder zusätzliche Sensoren, um eine konsistente Platzierung des Objekts zu gewährleisten.
Visuelle Sensoren bieten größere Flexibilität, da sie ein komplettes Bild inspizieren, anstatt sich auf einen einzigen Erfassungspunkt zu verlassen. Wenn sich ein Objekt leicht im Sichtfeld der Kamera bewegt, können Bildverarbeitungsalgorithmen oft das Objekt lokalisieren und den Inspektionsprozess fortsetzen.
Zum Beispiel, wenn ein Paket leicht versetzt von seiner erwarteten Position ankommt, kann der visuelle Sensor das Paket im Bild identifizieren, seinen tatsächlichen Standort bestimmen und die erforderlichen Messungen basierend auf dieser aktualisierten Position durchführen. Diese Fähigkeit reduziert die Abhängigkeit von hochpräzisen mechanischen Positionierungssystemen.
Infolgedessen sind visuelle Sensoren besonders wertvoll in Anwendungen, bei denen Produkte mit kleinen Variationen in der Platzierung, Rotation oder Ausrichtung ankommen können.
Softwareflexibilität und Produktwechsel
Ein weiterer wichtiger Vorteil visueller Sensoren ist ihre softwarebasierte Flexibilität.
In vielen fotoelektrischen Systemen können Änderungen der Produktionsanforderungen physische Modifikationen erfordern. Neue Sensoren müssen möglicherweise installiert, Montagepositionen müssen angepasst oder Erfassungseinstellungen müssen neu kalibriert werden. Diese Änderungen können die Einrichtungszeit und die Systemkomplexität erhöhen.
Visuelle Sensoren können oft durch softwarebasierte Konfiguration angepasst werden. Inspektionsparameter, Messgrenzen, Referenzmuster und Akzeptanzkriterien können ohne wesentliche Hardwareänderungen aktualisiert werden.
Zum Beispiel kann eine Fertigungslinie mehrere Produktmodelle produzieren, die sich in Größe, Form, Etikettendesign oder Komponentenanordnung unterscheiden. Anstatt Sensoren auszutauschen oder die Inspektionsstation neu zu gestalten, können die Bediener ein anderes Inspektionsprogramm auswählen oder ein neues Produktrezept laden. Der visuelle Sensor wendet dann die entsprechenden Inspektionsregeln für dieses Produkt an.
Diese Flexibilität macht visuelle Sensoren besonders geeignet für die Fertigung mit hoher Variantenvielfalt, häufige Produktwechsel, maßgeschneiderte Produktion und moderne automatisierte Fertigungssysteme.
Zusammenfassung der wichtigsten Vorteile
Während fotoelektrische Sensoren nach wie vor äußerst effektiv für einfache Erkennungsaufgaben sind, bieten visuelle Sensoren ein viel breiteres Spektrum an Inspektionsmöglichkeiten.
Durch das Erfassen und Analysieren von Bildern können visuelle Sensoren mehrere Produkteigenschaften gleichzeitig bewerten, was die Notwendigkeit für zahlreiche einzelne Erfassungsgeräte reduziert. Sie können Variationen in der Objektposition berücksichtigen, unterstützen schnelle Produktwechsel durch Softwareeinstellungen und führen detaillierte Inspektionen durch, die weit über einfache Präsenzprüfungen hinausgehen.
Aus diesen Gründen sind visuelle Sensoren zu einer zunehmend wichtigen Technologie in der Robotik, automatisierten Inspektion, Qualitätskontrolle, Verpackungssystemen, Montageoperationen und modernen Fertigungsumgebungen geworden, in denen Flexibilität, Genauigkeit und informationenreiche Inspektionen von entscheidender Bedeutung sind.
Anwendungen der Maschinen vision und visuellen Sensoren
Maschinenvision und visuelle Sensoren werden in Anwendungen eingesetzt, in denen Objekte erkannt, identifiziert, gemessen, inspiziert, klassifiziert, positioniert oder verfolgt werden müssen. Durch die automatische Erfassung und Analyse von Bildern können diese Systeme Inspektions- und Messaufgaben mit einer Geschwindigkeit und einem Maß an Konsistenz durchführen, die mit manuellen Methoden schwer zu erreichen sind.
Der typische Prozess beginnt mit der Bildaufnahme. Kameras erfassen Bilder des Zielobjekts, und Bildverarbeitungssoftware extrahiert wichtige visuelle Informationen. Das System vergleicht dann die gesammelten Daten mit vordefinierten Standards, Referenzbildern oder Messkriterien. Basierend auf den Ergebnissen kann es Inspektionsentscheidungen generieren, Messdaten bereitstellen, Alarme auslösen, Roboter anleiten oder Produktionsanlagen steuern.
Da Maschinenvision ohne physischen Kontakt arbeitet, ist sie gut geeignet für Anwendungen, die empfindliche Produkte, Hochgeschwindigkeitsproduktionslinien, gefährliche Umgebungen und Präzisionsmessaufgaben umfassen. Ihre Kombination aus Geschwindigkeit, Genauigkeit, Wiederholbarkeit und Automatisierungsfähigkeit hat zu einer weit verbreiteten Akzeptanz in vielen Branchen geführt.
Landwirtschaft
Die Landwirtschaft ist eines der wachsenden Anwendungsgebiete für Maschinenvision. Moderne Landwirtschaftsbetriebe verlassen sich zunehmend auf visuelle Sensorsysteme, um die Produktqualität zu verbessern, den Arbeitsaufwand zu reduzieren und datengestützte Entscheidungen zu unterstützen.
Maschinenvision wird häufig eingesetzt für:
• Inspektion der Fruchtqualität
• Bewertung der Fruchtreife
• Überwachung des Pflanzenwachstums
• Unkrautbekämpfung
Bei der Fruchtklassifikation bewegen sich die Produkte auf einem Förderband, während mehrere Kameras Bilder aus verschiedenen Winkeln erfassen. Dieser Multi-View-Inspektionsansatz ermöglicht es dem System, während eines einzigen Inspektionszyklus einen größeren Teil der Fruchtoberfläche zu untersuchen.
Zum Beispiel in einem Apfelsortiersystem erfassen Kameras Bilder, während sich die Äpfel drehen oder durch die Inspektionsstation bewegen. Die Software analysiert Oberflächenfarbe, Form, Größe, Druckstellen, Mängel, Risse und andere sichtbare Defekte. Basierend auf vordefinierten Klassifizierungsstandards wird jeder Apfel automatisch der entsprechenden Qualitätskategorie zugeordnet.
Maschinenvision kann auch das Pflanzenmanagement unterstützen. Bilder, die von Kameras erfasst werden, die an Traktoren, Drohnen oder Feldüberwachungssystemen montiert sind, können verwendet werden, um das Pflanzenwachstum zu bewerten, ungesunde Pflanzen zu identifizieren, Reifegrade zu schätzen und Unkraut in kultivierten Bereichen zu lokalisieren.
Trotz dieser Vorteile stellen landwirtschaftliche Anwendungen einzigartige Herausforderungen dar. Freiluftumgebungen beinhalten oft wechselnde Lichtverhältnisse, Schatten, Wettervariationen, komplexe Hintergründe, Staub und natürliche Unterschiede zwischen Pflanzen. Diese Faktoren können die Bildqualität und die Inspektionsgenauigkeit beeinträchtigen. Daher wird die laufende Forschung weiterhin die Zuverlässigkeit und Robustheit von Maschinenvisionssystemen unter realen Bedingungen im Feld verbessern.
Industrieproduktion
Die Industrieproduktion ist eines der am längsten etablierten und am weitesten verbreiteten Einsatzgebiete der Maschinenvision.
In Produktionsumgebungen bewegen sich Produkte durch mehrere Produktionsphasen und müssen wiederholt inspiziert werden, um Qualität und Konsistenz sicherzustellen. Manuelle Inspektionen können schwierig werden, wenn Produkte klein sind, die Produktionsgeschwindigkeiten hoch sind oder die Inspektionskriterien komplex sind. Maschinenvision begegnet diesen Herausforderungen, indem sie Inspektionen automatisch und konsistent während des Produktionsprozesses durchführt.
Maschinenvision wird häufig eingesetzt für:
• Produktidentifikation
• Etiketteninspektion
• PCB-Fehlererkennung
• Verpackungsinspektion
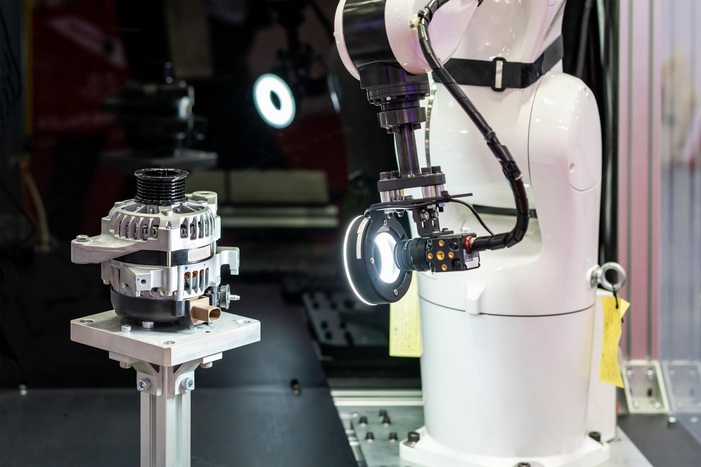
• Inspektion von Automobilkomponenten
• Halbleiterinspektion
• Überwachung der Lebensmittelproduktion
Zur Produktidentifikation kann das System Barcodes, QR-Codes, Seriennummern und gedruckte Zeichen lesen, um Produktinformationen zu überprüfen. Während der Etiketteninspektion überprüfen Kameras, ob Etiketten vorhanden, korrekt positioniert und richtig gedruckt sind.
In der Herstellung von Leiterplatten (PCB) inspiziert die Maschinenvision Lötstellen, Bauteilplatzierungen, Leiterbahnen und die Genauigkeit der Montage. Kleine Defekte, die durch manuelle Inspektion schwer zu identifizieren sein könnten, können oft schnell durch automatisierte Bildanalysen erkannt werden.
Verpackungsanwendungen verwenden Maschinenvision, um die Integrität der Pakete zu überprüfen, Produktzahlen zu bestätigen, Siegel zu inspizieren, Füllstände zu prüfen und sicherzustellen, dass die Verpackungsinformationen korrekt sind. In der Automobil- und Halbleiterfertigung führt die Maschinenvision hochpräzise Maßmessungen und Fehlerinspektionen durch, um strenge Qualitätsstandards aufrechtzuerhalten.
In Produktionsumgebungen für Lebensmittel überwachen visuelle Sensoren das Erscheinungsbild von Produkten, die Farbkonstanz, Größe, Form und Verpackungsqualität, während sie Hochgeschwindigkeitsproduktionsoperationen unterstützen.
Diese Funktionen tragen dazu bei, die Qualitätskontrolle, die Produktionseffizienz, die Rückverfolgbarkeit, die Prozesskonsistenz und die Flexibilität in der Fertigung zu verbessern.
Mineralverarbeitung
Maschinelles Sehen wird auch in der Mineralverarbeitung und der Überwachung der Flotation eingesetzt, wo visuelle Informationen wertvolle Einblicke in die Prozessleistung bieten können.
In Flotationssystemen bilden sich Blasen an der Oberfläche von Mineraltrennungstanks. Die Größe, Form, Farbe, Dichte und Bewegung dieser Blasen spiegeln oft die Effektivität des Trennprozesses wider.
Kameras erfassen kontinuierlich Bilder der Flotationsoberfläche, während eine Bildverarbeitungssoftware die Blaseneigenschaften analysiert. Die gesammelten Daten helfen den Betreibern, die Prozessbedingungen zu bewerten und festzustellen, ob Anpassungen erforderlich sind.
Durch die Überwachung der Blasenstruktur, Farbausbreitung, Oberflächenbeschaffenheit und Bewegungsmuster können Systeme des maschinellen Sehens eine bessere Prozesskontrolle unterstützen, die Mineralrückgewinnungsraten verbessern und die Betriebseffizienz steigern.
Transport und Sicherheit
Maschinelles Sehen spielt eine wichtige Rolle in modernen Verkehrs- und Sicherheitssystemen.
In intelligenten Verkehrssystemen (IVS) überwachen Kameras kontinuierlich Straßen, Kreuzungen, Mautstationen und Fahrspuren. Die erfassten Bilder werden analysiert, um Fahrzeuge zu identifizieren, den Verkehrsfluss zu zählen, Fahrbahnverstöße zu erkennen, Nummernschilder zu erkennen und die Straßenbedingungen zu überwachen.
Visuelle Sensortechnologie wird auch in Sicherheits- und Überwachungssystemen weit verbreitet eingesetzt. Kameras überwachen geschützte Bereiche und liefern Bilddaten für Aktivitäten wie Zugangssteuerung, Perimeterüberwachung, Objektverfolgung und Ereigniserkennung.
Durch die automatische Verarbeitung großer Mengen visueller Informationen trägt maschinelles Sehen zur Verbesserung der Betriebseffizienz bei und unterstützt schnellere Reaktionen auf sich ändernde Bedingungen.
Medizinische Bildgebung
Medizinische Bildgebung ist ein weiteres wichtiges Anwendungsgebiet für die Technologie des maschinellen Sehens.
Moderne Gesundheitssysteme erzeugen große Mengen medizinischer Bilder, die einer sorgfältigen Analyse bedürfen. Maschinelles Sehen unterstützt medizinisches Fachpersonal, indem es Bilder verbessert, wichtige Strukturen identifiziert und diagnostische Bewertungen unterstützt.
Techniken des maschinellen Sehens werden häufig angewendet auf:
• Röntgenbilder
• Magnetresonanztomographie (MRT)-Scans
• Computertomographie (CT)-Bilder
Der Analyseprozess umfasst oft die Erkennung anatomischer Strukturen, das Messen von Abmessungen, das Hervorheben von Anomalien und das Vergleichen von Bildmerkmalen mit bekannten medizinischen Mustern. Diese Werkzeuge helfen, die Effizienz der Bildinterpretation zu verbessern und genauere klinische Bewertungen zu unterstützen.
Da die Technologien der medizinischen Bildgebung weiterhin fortschreiten, wird maschinelles Sehen zunehmend wichtiger für die diagnostische Unterstützung, die Behandlungsplanung und die Gesundheitsforschung.
Wissenschaftliche Forschung
Die wissenschaftliche Forschung erfordert oft die Beobachtung und Analyse von Objekten, die zu klein, zu zahlreich oder zu komplex sind, um sie effizient mit manuellen Methoden zu bewerten. Maschinelles Sehen bietet Forschern automatisierte Werkzeuge für die Bildakquise, die Messung und die Klassifizierung.
Anwendungen umfassen:
• Materialanalyse
• Biologische Analyse
• Chemische Analyse
• Lebenswissenschaftliche Forschung
• Zählung und Klassifizierung von Blutkörperchen
• Chromosomenanalyse
• Identifizierung von Krebszellen
In biologischen Laboren können Systeme des maschinellen Sehens mikroskopische Bilder erfassen und automatisch spezifische Zelltypen identifizieren. Bei der Blutuntersuchung kann das System Zellen zählen, Zellmerkmale messen und verschiedene Zellkategorien klassifizieren. In der genetischen und medizinischen Forschung unterstützen bildverarbeitende Techniken die Chromosomenanalyse und die Identifizierung abnormaler Zellstrukturen.
Forscher verwenden auch maschinelles Sehen, um Materialoberflächen zu analysieren, chemische Reaktionen zu beobachten und quantitative Daten aus Experimenten zu sammeln. Die automatisierte Bildanalyse verbessert die Konsistenz der Messungen und ermöglicht eine effizientere Verarbeitung großer Datensätze.
Vorteile in mehreren Branchen
Die Vielzahl der Anwendungen des maschinellen Sehens zeigt dessen Wert in industriellen und nicht-industriellen Umgebungen.
Durch die Kombination von Bildakquise, automatisierter Analyse, Messung, Mustererkennung und Entscheidungsfindungsfunktionen können Systeme des maschinellen Sehens visuelle Informationen in umsetzbare Daten umwandeln. Diese Fähigkeit unterstützt effektivere Inspektions-, Überwachungs- und Steuerungsprozesse.
Ob in der Landwirtschaft, der Fertigung, der Mineralverarbeitung, dem Transport, der Sicherheit, der Gesundheitsversorgung oder der wissenschaftlichen Forschung eingesetzt, hilft maschinelles Sehen, die Genauigkeit, Effizienz, Konsistenz, Produktivität und Qualität der Entscheidungsfindung zu verbessern. Diese Vorteile haben maschinelles Sehen und visuelle Sensoren zu unverzichtbaren Technologien in der modernen Automatisierung und intelligenten Systemen gemacht.
Entwicklungsgeschichte und Evolution der visuellen Sensoren
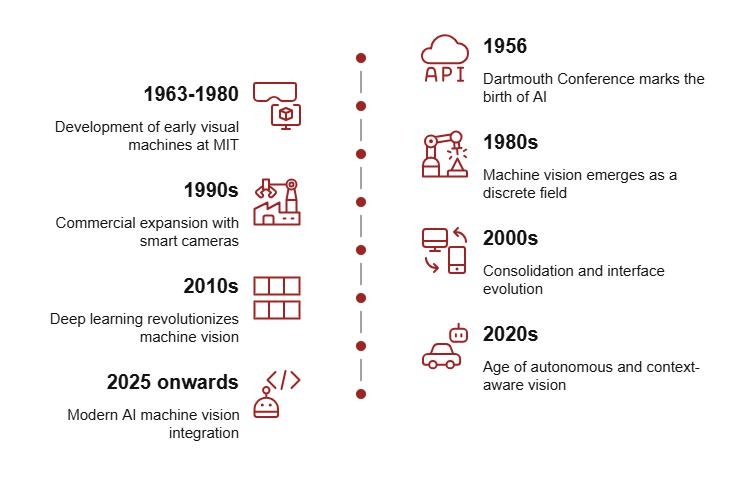
Frühe Entwicklung der Technologie visueller Sensoren
Die visuelle Sensortechnologie begann in den späten 1950er Jahren aufzukommen, als Fortschritte in der Elektronik, bildgebenden Geräten und Computersystemen neue Möglichkeiten für automatisierte Inspektionen und Maschinenwahrnehmung schufen. Forscher suchten nach Methoden, die es Maschinen ermöglichen würden, visuelle Informationen aus ihrer Umgebung zu sammeln und diese Informationen zur Unterstützung automatisierter Vorgänge zu nutzen.
Frühe visuelle Systeme waren relativ einfach und wurden durch die Fähigkeiten der verfügbaren Kameras, Verarbeitungshardware und Speichergeräte eingeschränkt. Die Bilderfassung war langsam, die Rechenressourcen waren knapp und es konnten nur grundlegende Bildanalysefunktionen durchgeführt werden. Trotz dieser Einschränkungen legten diese frühen Entwicklungen das Fundament für die moderne Maschinenvisions-technologie.
Als Computer leistungsfähiger wurden und die Bildsensortechnologie sich verbesserte, wechselten visuelle Sensoren allmählich von Laborforschungsprojekten zu praktischen industriellen Werkzeugen.
Das Aufkommen der Robotervisionsforschung
In den 1960er Jahren erweiterten sich die Forschungsanstrengungen in Richtung Robotervision, wobei der Fokus darauf lag, Maschinen zu ermöglichen, Objekte in ihrer Umgebung zu erkennen und mit ihnen zu interagieren. Frühe Studien betrafen typischerweise kontrollierte Innenräume mit Objekten einfacher Formen und vorhersehbaren Standorten.
Forscher entwickelten Techniken zur Kantenerkennung, zur Identifizierung geometrischer Formen, zur Trennung von Objekten vom Hintergrund und zur Bestimmung der Objektpositionen innerhalb eines Bildes. Diese Untersuchungen führten viele Konzepte ein, die für die moderne Maschinenvision grundlegend bleiben, darunter Bildsegmentierung, Merkmals-extraktion, Objekterkennung und Musteranalyse.
Obwohl die Rechenbeschränkungen die Systemfähigkeiten einschränkten, markierte dieser Zeitraum den Beginn der Maschinen-basierten visuellen Wahrnehmung und legte das Fundament für zukünftige Automatisierungstechnologien.
Expansion in industrielle Anwendungen
In den 1970er Jahren ermöglichten Verbesserungen in der Elektronik und Computertechnologie die zunehmend praktische Nutzung visueller Sensoren in der Industrie. Hersteller begannen, Maschinenvisionssysteme für Inspektions- und Messaufgaben zu übernehmen, die repetitiv, arbeitsintensiv oder schwer konstant durch manuelle Inspektion durchzuführen waren.
Einige der frühesten industriellen Anwendungen umfassten:
• Die Herstellung integrierter Schaltungen
• Präzise elektronische Montage
• Inspektion von Getränkepackungen
• Automatisierte Qualitätssicherungssysteme
In der Halbleiterproduktion wurden visuelle Systeme verwendet, um feine Schaltmuster zu inspizieren und Herstellungsfehler zu identifizieren. In der elektronischen Montage überprüften sie die Platzierung und Ausrichtung von Komponenten. Verpackungssysteme nutzten Maschinenvision zur Inspektion von Etiketten, Füllständen, Verschlüssen und der Integrität der Verpackung. Diese Anwendungen demonstrierten die Fähigkeit visueller Sensoren, sowohl die Produktqualität als auch die Produktionseffizienz zu verbessern.
Technologische Fortschritte, die die Entwicklung beschleunigten
Die Entwicklung visueller Sensoren wurde durch Fortschritte in mehreren wissenschaftlichen und ingenieurtechnischen Disziplinen beschleunigt.
Fortschritte in der digitalen Bildverarbeitung verbesserten Techniken zur Bildverbesserung, Rauschreduktion und Merkmalsextraktion. Forschungen im Bereich der Mustererkennung ermöglichten es Systemen, Objekte, Symbole und wiederkehrende visuelle Merkmale mit größerer Genauigkeit zu identifizieren. Verbesserungen in der Computergrafik unterstützten eine effektivere Bilddarstellung und -analyse.
Studien zur menschlichen visuellen Wahrnehmung beeinflussten ebenfalls Methoden der Bildinterpretation, während Fortschritte in intelligenten Computertechnologien die Objektklassifikation, Mustererkennung und automatisierte Entscheidungsfindung verbesserten.
Diese Entwicklungen ermöglichten es Maschinenvisionssystemen, über einfache Inspektionen hinauszugehen und komplexere Aufgaben wie Roboterguidance, Fehlerklassifikation, Objektverfolgung, Dimensionale Messung und Prozesskontrolle durchzuführen.
Entwicklung der bildgebenden Geräte
Der Fortschritt visueller Sensoren war eng mit Verbesserungen in der Bildsensortechnologie verbunden.
Frühe Maschinenvisionssysteme basierten auf Kameraröhrentechnologie zur Bilderfassung. Während diese Geräte eine grundlegende visuelle Inspektion ermöglichten, litten sie oft unter geringerer Bildqualität, größerer physischer Größe, geringerer Stabilität und höheren Wartungsanforderungen.
Die Einführung von CCD (Charge-Coupled Device)-Sensoren stellte einen bedeutenden technologischen Durchbruch dar. CCD-Sensoren lieferten eine verbesserte Bildqualität, höhere Lichtempfindlichkeit, bessere Zuverlässigkeit und konsistentere Leistung. Diese Vorteile erhöhten die Genauigkeit und Effektivität von Maschinenvisionssystemen erheblich.
Die Einführung der CCD-Technologie ermöglichte präzisere Inspektions-, Mess- und Automatisierungsanwendungen in einer Vielzahl von Industrien.
Moderne visuelle Sensortechnologie
Moderne visuelle Sensoren bieten Fähigkeiten, die weit über die früherer Systeme hinausgehen. Fortschritte im Sensor-Design, in der Verarbeitungshardware, in Kommunikationstechnologien und in Algorithmen zur Bildverarbeitung haben die Leistung und Funktionalität erheblich gesteigert.
Aktuelle Systeme können hochauflösende Bilder aufnehmen, große Mengen an Bilddaten in Echtzeit verarbeiten und komplexe Analysen innerhalb von Bruchteilen einer Sekunde durchführen. Funktionen wie automatische Fokussierung, hochgeschwindigkeits Bildaufnahme, dreidimensionale Bildgebung, Objekterkennung und erweiterte Messfunktionen sind mittlerweile weit verbreitet.
Da sich Robotik und industrielle Automatisierung weiterhin entwickeln, sind visuelle Sensoren essentielle Werkzeuge für Inspektion, Messung, robotergestützte Führung, Prozessüberwachung und automatisierte Entscheidungsfindung geworden. Heute spielen sie eine entscheidende Rolle in der Fertigung, der Elektronikproduktion, der Automobilmontage, der Logistik, der Halbleiterfertigung, der Produktion medizinischer Geräte und anderen fortschrittlichen industriellen Anwendungen.
Schlussfolgerung
Maschinenvision verbessert die Produktionsgenauigkeit, Geschwindigkeit und Konsistenz, indem manuelle visuelle Inspektionen durch automatisierte Bildanalysen ersetzt werden. Ihre Leistung hängt von der richtigen Beleuchtung, der Kamerawahl, der Bildverarbeitung, der Kalibrierung und der Systemintegration ab. Während sich Fertigung und Automatisierung weiterentwickeln, bleibt Maschinenvision unerlässlich für die Qualitätskontrolle, die Fehlererkennung, die Messung, die Sortierung und die robotergestützte Führung.
Häufig Gestellte Fragen [FAQ]
1. Warum wird Beleuchtung oft als der kritischste Faktor für die Leistung von Maschinenvisionssystemen betrachtet?
Die Beleuchtung beeinflusst direkt die Qualität des vom Kamera aufgenommenen Bildes. Selbst eine hochauflösende Kamera kann Schwierigkeiten haben, Fehler, Kanten, Markierungen oder Dimensionen zu erkennen, wenn das Objekt nicht ordnungsgemäß beleuchtet ist. Gute Beleuchtung verbessert den Kontrast, reduziert Schatten und Reflexionen und hebt wichtige Merkmale hervor, die inspiziert werden müssen. In vielen Maschinenvisionsanwendungen kann eine Verbesserung der Beleuchtungseinrichtung einen größeren Einfluss auf die Inspektionsgenauigkeit haben als das Upgrade der Kamera selbst.
2. Wie erreichen Maschinenvisionssysteme konsistentere Inspektionsergebnisse als manuelle Inspektionen?
Maschinenvisionssysteme bewerten jedes Produkt anhand der gleichen programmierten Inspektionsregeln, Messmethoden und Akzeptanzkriterien. Im Gegensatz zu menschlichen Inspektoren werden sie nicht von Müdigkeit, Konzentrationsänderungen, Lichtverhältnissen oder subjektiven Urteilen beeinflusst. Jedes Bild wird mit identischen Algorithmen analysiert, wodurch das System hochwiederholbare Ergebnisse über tausende Inspektionszyklen hinweg produziert. Diese Konsistenz hilft Herstellern, stabile Qualitätsstandards aufrechtzuerhalten und die Inspektionsvariabilität zu reduzieren.
3. Warum sind visuelle Sensoren flexibler als traditionelle photoelektrische Sensoren in modernen Automatisierungssystemen?
Photoelektrische Sensoren sind typischerweise darauf ausgelegt, das Vorhandensein oder Fehlen eines Objekts an einem bestimmten Ort zu erkennen. Visuelle Sensoren gehen viel weiter, indem sie vollständige Bilder aufnehmen und gleichzeitig mehrere Merkmale analysieren. Ein einzelner visueller Sensor kann Größe, Form, Position, Orientierung, Farbe, Markierungen und Oberflächenbedingungen während eines Inspektionszyklus inspizieren. Darüber hinaus können Inspektionskriterien oft durch Software-Updates anstatt durch Hardwareänderungen modifiziert werden, was visuelle Sensoren äußerst anpassungsfähig an Produktvariationen und Änderungen in der Fertigung macht.
4. Wie unterstützt Maschinenvision die robotergestützte Führung und automatisierte Fertigungsoperationen?
Maschinenvision liefert Robotern präzise Informationen über Objektstandorte, -orientierungen, -dimensionen und -positionierungen. Nach der Aufnahme und Verarbeitung eines Bildes berechnet das Visionssystem Koordinaten und sendet diese Informationen an den Robotercontroller. Der Roboter kann dann seine Bewegungen anpassen, um Aufgaben wie Pick-and-Place-Operationen, Montage, Sortierung, Verpackung oder Qualitätsinspektion durchzuführen. Diese Fähigkeit ermöglicht es automatisierten Systemen, Produkte zu handhaben, die in verschiedenen Positionen oder Orientierungen eintreffen können, während eine hohe Genauigkeit und Effizienz aufrechterhalten wird.
5. Warum ist Maschinenvision in Branchen wie Fertigung, Landwirtschaft, Gesundheitswesen und Transport zunehmend wichtig geworden?
Maschinenvision kombiniert die Bildaufnahme, automatisierte Analyse, Messung und Entscheidungsfindung in einer einzigen Technologieplattform. In der Fertigung verbessert sie die Qualitätskontrolle und Produktionseffizienz. In der Landwirtschaft unterstützt sie die Überwachung von Pflanzen und die Produktbewertung. Im Gesundheitswesen hilft sie bei der Analyse medizinischer Bilder und der Diagnostikunterstützung. Im Transportwesen ermöglicht sie die Verkehrsüberwachung und die Kennzeichenerkennung. Da Maschinenvision große Mengen an visuellen Informationen schnell, genau und konsistent verarbeiten kann, ist sie zu einer Schlüsseltechnologie für Automatisierung, Inspektion, Überwachung und intelligente Entscheidungsfindung in vielen Branchen geworden.
Verwandter Blog
-
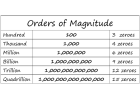
Wie viele Nullen in einer Million, Milliarden, Billionen?
![Wie viele Nullen in einer Million, Milliarden, Billionen?]()
2024/07/29
Millionen repräsentieren 106, eine leicht griffbare Figur im Vergleich zu alltäglichen Gegenständen oder jährlichen Gehältern. Milliarden, entspr... -
IRLZ44N MOSFET -Datenblatt, Schaltung, Äquivalent, Pinout
![IRLZ44N MOSFET -Datenblatt, Schaltung, Äquivalent, Pinout]()
2024/08/28
Der IRLZ44N ist ein weit verbreiteter N-Kanal-Power-MOSFET.Es ist bekannt für seine hervorragenden Schaltkapazitäten und eignet sich sehr für zahlr... -
Batteriestemperatur zu niedrig, das Laden gestoppt.Wie repariere ich es?
![Batteriestemperatur zu niedrig, das Laden gestoppt.Wie repariere ich es?]()
2024/10/6
Das Ladeproblemen von Mobiltelefonen sind häufig, können jedoch effektiv verwaltet werden.Die Temperatur spielt eine große Rolle bei der Batterieff... -
BC547 Transistor umfassender Leitfaden
![BC547 Transistor umfassender Leitfaden]()
2024/07/4
Der BC547 -Transistor wird üblicherweise in einer Vielzahl elektronischer Anwendungen verwendet, die von grundlegenden Signalverstärkern bis hin zu ... -
Ein vollständiger Leitfaden für Multiplexer und ihre Rolle in digitalen Systemen
![Ein vollständiger Leitfaden für Multiplexer und ihre Rolle in digitalen Systemen]()
2025/09/20
Multiplexer sind Komponenten in digitalen Systemen, mit denen mehrere Eingangssignale unter Verwendung binärer Logik- und Kontrollsignale in eine ein... -
Umfassende Anleitung zum SCR (Siliziumgesteuerte Gleichrichter)
![Umfassende Anleitung zum SCR (Siliziumgesteuerte Gleichrichter)]()
2024/04/22
Siliziumkontrollierte Gleichrichter (SCR) oder Thyristoren spielen aufgrund ihrer Leistung und Zuverlässigkeit eine entscheidende Rolle in der Energi... -
LR621, SR621SW, 364, AG1 -Batterieäquivalente und Ersatz
![LR621, SR621SW, 364, AG1 -Batterieäquivalente und Ersatz]()
2024/07/15
Die Batterien von LR621- und SR621SW -Tasten sind in kompakten elektronischen Geräten wie Uhren, kleinen Spielzeugen, Taschenrechnern und Fernschlüs... -
Grundlagen von Op-Ampere-Schaltungen
![Grundlagen von Op-Ampere-Schaltungen]()
2023/12/28
In der komplizierten Welt der Elektronik führt uns eine Reise in ihre Geheimnisse ausnahmslos zu einem Kaleidoskop aus exquisiten und komplexen Schal... -
Vergleich der Unterschiede und Anwendungen von NMOs und PMOS
![Vergleich der Unterschiede und Anwendungen von NMOs und PMOS]()
2024/11/15
Das Verständnis der Unterschiede zwischen NMOS- und PMOS -Transistoren ist wichtig für die Gestaltung effizienter Schaltkreise.NMOs (N-Type-Metallox... -
CR2450 gegen CR2032 Vergleich: Alles was Sie wissen müssen
![CR2450 gegen CR2032 Vergleich: Alles was Sie wissen müssen]()
2025/09/15
Button -Batterien wie CR2450 und CR2032 führen viele alltägliche Elektronik aus, von Uhren und Fernbedienungen bis hin zu medizinischen und industri...






Heiße Teile
- ST92163/NBU
- TC74AC574F
- TLV71712PDQNR3
- M52015FP
- STC62WV25616-70I-TSOP
- TPIC1336DBTRG4
- MT6573TMV
- MST6820XP-V5
- 1206YC475MAT2A
- PMB8875V1.1BG15-G
- UPD78F0754MC-CAA-AX
- GT28F160C3TA110
- BFT46
- BC213159A14-EK-E4
- CY22393FCT-BULK-529-T2
- S-25C512A0I-T8T1U4
- CGA2B2C0G1H050C050BA
- TPS2224PWP
- TRJC105K050RRJ
- CM300RXLA-24S
- USB2240I-AEZG-06
- A1020B-PLG44C
- TPS73025DBVT
- SN65C1168EPWG4
- 06031U430GAT9A
- PIC18LF6621-I/PT
- A8507ELPTR-T
- ATMEGA8L-8AU
- CGJ4J2X7R1C473K125AA
- PCM1803ADBR
- SP3232EEA
- TMK212BJ105KD-T
- VI-240-CX
- UAA3546HN/C4
- GRM188R70J105KA01J
- KFG5616U1A-DIB5
- 22253C105JAT2A
- SA572DR2
- TCAN1043HGDQ1
- T491A475M010AG
- AMC1311DWVR
- BCM5228BA4IPBG
- H27QEG8VEBLR-BCB
- A6279ELW
- adex-10L
- UPD75P3018GK-BE9
- W25N02KVZEIR
- AT86BF211SW
- I5-11400
- SAK-TC265D-40F200WBB